





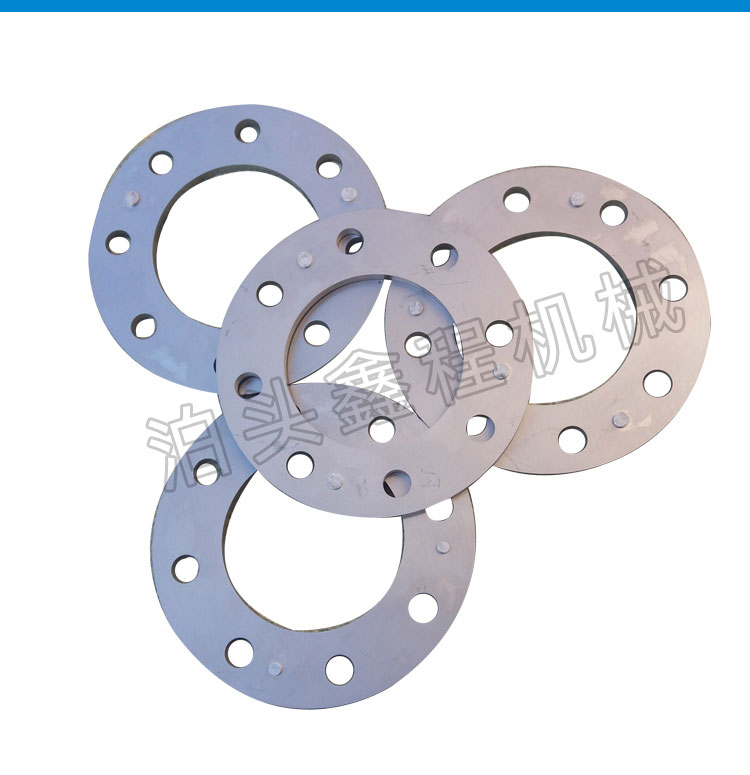
泊头市鑫程机械有限公司生产不锈钢膜片采用304 材质,数控激光切割,厚度从0.2mm-3mm,外径30mm-1米,小套是数控车加工,可以是不锈钢材质,也可以45#钢,适用于风机,电厂,机械设备,石油,冶金,造纸等行业,可来图来样定做。
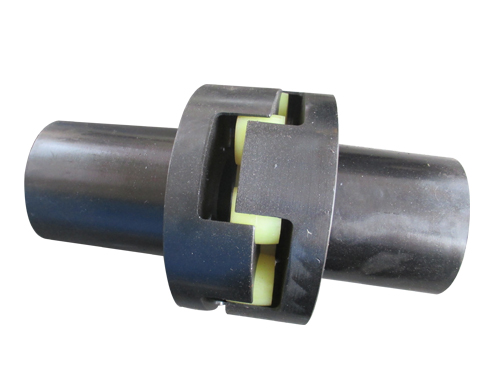
铆钉膜片的特点:联轴器膜片这种特性有点像波纹管联轴器,实际上联轴器传递扭矩的方式都差不多。膜片本身很薄,所以当相对位移荷载产生时它很容易弯曲,因此可以承受高达1.5度的偏差,同时在伺服系统中产生较低的轴承负荷。膜片联轴器常用于伺服系统中,膜片具有很好的扭矩刚性,但稍逊于波纹管联轴器。另一方面,铆钉膜片非常精巧,如果在使用中误用或没有正确安装则很容易损坏。所以偏差在联轴器的正常运转的承受范围之内是的。选择适合的联轴器是用好联轴器的关键一步,在设计阶段就得考虑选用什么类型的联轴器了。
膜片联轴器安装后膜片扭曲变形的原因及解决方法
原动机与从动机之间的同心度超标准。相差太大膜片式联轴器是挠性连接,安装拆卸方便,是两个分别安装在两轴的两半轴节,中间加长节,一组膜片用精 密螺栓按正确方法连接在一起的,两个膜片处要要留有间隙。正常情况下,两轴按型号,功率选中膜片式联轴器安装。在停机状态下,如果同心度符合标准,两个弹 簧片处于自 由状态下,不受力、不需要补偿,或补偿很小,膜片几乎看不到变形或很微小的变形。运转后,膜片受径向扭矩来传递转矩,一般不会损坏,使用周期一般在二年以上。由于原动机与机泵之间轴心不对中,造成两轴的轴心线不在一条线上,膜片安装后,是靠膜片的弹隍变形来补偿同心度的相差的,膜片的螺栓越多补偿能力越差,但安 全陡能越好。如果同心度相差太多,由膜片来补偿的也就越大,造成膜片扭曲变形也就越明显,膜片本身受力也就越大。运转后,膜片在扭瞳受力情况下,容易造成疲劳而损坏。同心度不好是造成膜片扭曲变形主要原因之一,所以如果膜片扭曲应首先从同心度检查开始。尽管膜片式联轴器具有较强的补偿能力,但在安装时也要严格找正,使得机组工作平稳,以提高联轴器的使用寿命。一般来说,在标准公差范围内寿命达十万小时,其中为易损件的膜片一般也不低于l_2万小时更换一组,补偿量越大寿命越短,所以在安装中要挠性件平整无变形。









联轴器是由两半轴节,中间加长节,一组膜片和螺栓组组成的。安装时先安装一个膜片与中间加长节,用螺按正确方法联结好,用卡尺测量另一组膜片间隙,一般间隙为膜片实际厚度加0.5ram。此间隙太小容易造成膜片安装,拆卸困难,并在运转中产生异音,而间隙过大则造膜片变形,因为在安装联轴器螺栓后,由于两半联轴节与中间节用膜片联结,属于挠性连结,由膜片来联结。一个半联轴节法兰盘用一个螺栓联在膜片上,另三个螺栓联结在中间加长节上,靠膜片传递扭矩,如果两个半联轴节距离过大,靠膜片的轴向拉伸补偿,才能联结在两个法兰盘上,两半联轴节间距越大,膜的轴向拉伸也越大,膜片的补偿越大,造成膜片的变形量也就越大,膜片的补偿越大,造成膜片的变形量也就越大,所以造成膜片扭曲变形。如果间距合适,膜片不存在轴向拉伸量,膜片在未运转时,处于自 由状态,不存在变形。所以联轴器膜片组间隙过大,是造成膜片扭曲变形的原因之一。检测两半联轴节之间的距离方法很多,例:直接用卡尺检测法,打表等。这里介绍一种简洁准确的方法,就是用卡尺直接测量法,在沿两半联轴节的法兰盘两内侧测出3~4点的读数取平均值,然后在测量加长段与两组膜片的实测尺寸之和再加上0.5ram。此两个数值应相等,表示间隙符合格标准。三、两半联轴节与中间加长节小孔处(传递转矩螺栓配合段)法兰盘变形。造成膜片变形膜片在安装后螺栓轴线应平行于主轴轴线,才能膜片不产生扭曲变形,但如果两半联轴节和中间节处法兰盘由于不恰当的拆卸和安装,而造成法兰盘变形,法兰盘变形后,安装螺栓的轴线也与主轴轴线不平行造成角度,在安装膜片后,由于螺栓歪斜而造成膜片扭曲变形。所以两半联轴节和中间节法兰盘的变形,很容易造成膜片变形,运转后也会加 快膜片损坏并对螺栓也有很大的危害,特别是传递转矩的螺栓配合表面段,容易加 快磨损,造成螺栓和法兰盘小孔处有明显擦伤而造成两半轴节和中间节损坏 检查法兰盘的千面度,应测量四点读数,误差应在O.1mm范围之内,如果超过范围,应与校正和更换。所以在安装两半轴节时要把轴和孔擦净,并认真测量。一般设计为“过渡配合”,所以不得有污物和毛刺,然后应用加热法安装,装入轴要求的位置,禁止局部加热或锤击装配,以免变形造成膜片安装后扭曲变形的现象。四、螺栓方向安装错误造成膜片扭曲变形螺栓是膜片联轴器的重要部件之一,它的安装正确与否直接影I1…e~=lr膜片联轴器的性能寿命和安 全性,否则会造成人力和配件的浪费。因此正确安装螺栓方向是关键的一环,并千万切记不要装反和丢下任何一个小零件包括弹簧垫圈,才能使螺栓组件发挥它的优良性能,不会使联轴器其它部件损坏。正确安装螺栓方法:把螺栓从法兰盘小孔外侧穿入,再穿入膜片孔中(注意膜片的方向,膜片是由许多单个薄片由铆钉和铆钉垫圈,铆钉垫圈处应与缓冲套相接触,否则会影响铆钉组的使用寿命),再从另件法兰盘大孔外侧穿入套上缓冲套,弹性垫圈,拧上螺母紧固时要注意使螺栓不要转动,因为螺栓与法兰盘配合段表面是传递转矩非常重要的配合段,表面完好性直接影响使用性能。螺栓配合段与法兰盘小孔配合段间隙,一般根据螺栓直径为020mm~0.30mm此配合段起到传递扭矩非常关键的作用,如果间隙超标须更换。缓冲套与膜片铆钉内孔与螺栓直径间隙为0.Smm~O.7mm,起到压紧和定位膜片作用。如果螺栓方向装锴容易造成螺栓偏斜,而膜片会因此而扭曲变形。因此,在安装螺栓时要注意螺栓方向,不要随意安装螺栓方向,否则会造成膜片扭曲,长期运转会使膜片和螺栓配合段表面、半轴节小孔处的损坏。五、结语造成联轴器膜片弯曲变形的原因除了上述几点之外,还有其他一些原因如:原动机(从动机)轴弯曲;联轴器螺栓弯曲;膜片联轴器制造误差等这些也会导致安装后造成膜片扭曲。所以安装时须认真仔细检查复核联轴器的每个部件,每个尽寸和每个部件须符合标准,才能使膜片不扭曲变形并长周期的安 全运行。

