产品系列





TAG推荐
相关连接

十字轴式万向联轴器故障诊断及排除方法为:
(1)先检查万向联轴器法兰盘联接螺栓是否松动,视情况予以紧固。
(2)如果故障仍为,则要拆下传动轴总成,在平衡机上进行平衡试验,不平衡度非常差时,要进行平衡补偿。
(3)如果异响和振抖仍为,则要检查伸缩节是否对标准标记安装,如果安装正确,则要支起车体,启动发动机以怠速低档运转,若万向联轴器摆动量大,可用划针测量偏摆部位、方向、偏摆量,如果传动轴两端不正或弯曲,则要在压条上垫上与轴管相吻合的软质金属进行冷压校正。
(4)如果响声非以上原因造成,则检查万向联轴器轴管是否有磕碰凹陷,平衡片是否失落。平衡片的失落需要在原焊点位置重新焊接相同的平衡片。如果万向联轴器轴管有明显凹陷使万向联轴器本身失去平衡,应将花键轴和万向联轴器叉在车床上切下,在轴管中插入一根比轴管内径细的芯轴,在凹陷处垫上型锤敲击。然后将切下的花键轴和万向联轴器叉焊会原位。为了修理质量,施焊时应将轴管放在支架上,先在圆周对称点焊点数,然户校正其偏摆量,经校正后在沿圆周焊复。焊完冷却后。再复查一次,若摆差过大应重新焊接。该项工艺过程较为复杂。如果万向联轴器大面积凹陷损伤,则需要换该节传动轴。



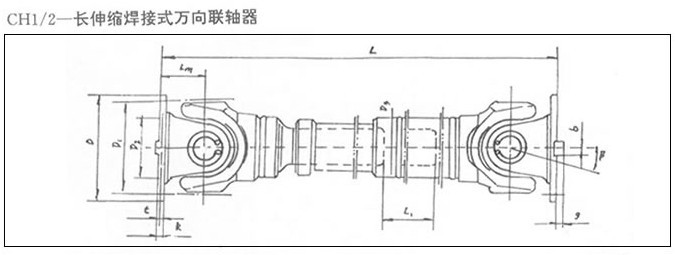
BF型十字轴式万向联轴器基本参数和主要尺寸
| 型号 | 回转 直径 D | 公称转矩 Tn /N.m | 疲劳转矩 Tf kN.m | 轴线折角 β | 伸缩量 | 尺寸 | 转动惯量 I kg.m2 | 质量G kg | ||||
| Ls | Lmin | D3 | Lm | Lmin | 每增长 100mm | Lmin | 每增长 100mm | |||||
| SWC180BF | 180 | 12.5 | 6.3 | ≤25 | 100 | 810 | 114 | 110 | 0.267 | 0.0070 | 80 | 2.8 |
| SWC225BF | 225 | 40 | 20 | ≤15 | 140 | 920 | 152 | 120 | 0.778 | 0.0234 | 138 | 4.9 |
| SWC250BF | 250 | 63 | 31.5 | ≤15 | 140 | 1035 | 168 | 140 | 1.445 | 0.0277 | 196 | 5.3 |
| SWC285BF | 285 | 90 | 45 | ≤15 | 140 | 1190 | 194 | 160 | 2.873 | 0.0510 | 295 | 6.3 |
| SWC315BF | 315 | 125 | 63 | ≤15 | 140 | 1315 | 219 | 180 | 5.094 | 0.0795 | 428 | 8.0 |
| SWC350BF | 350 | 180 | 90 | ≤15 | 150 | 1410 | 267 | 194 | 9.195 | 0.2219 | 632 | 15.0 |
| SWC390BF | 390 | 250 | 125 | ≤15 | 170 | 1590 | 267 | 215 | 16.62 | 0.2219 | 817 | 15.0 |
| SWC440BF | 440 | 355 | 180 | ≤15 | 190 | 1875 | 325 | 260 | 28.24 | 0.4744 | 1290 | 21.7 |
| SWC490BF | 490 | 500 | 250 | ≤15 | 190 | 1985 | 325 | 270 | 46.33 | 0.4744 | 1631 | 21.7 |
| SWC550BF | 550 | 710 | 355 | ≤15 | 240 | 2300 | 426 | 305 | 86.98 | 1.3570 | 2567 | 34.0 |
| SWC620BF | 620 | 1000 | 500 | ≤15 | 240 | 2500 | 426 | 340 | 147.50 | 1.357 | 3267 | 34.0 |

