


卸船机鼓轮联轴器故障诊断和处理
卸船机鼓轮联轴器故障诊断和处理
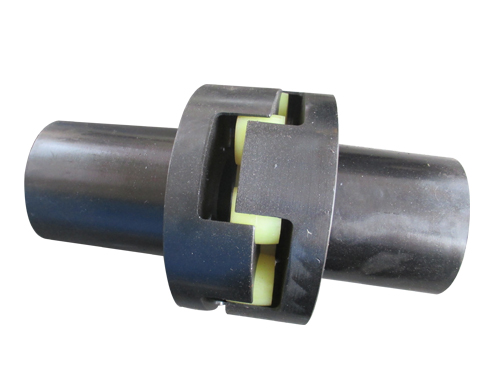
本文介绍目前在高速重载设备上广泛应用的鼓轮联轴器机构,简单阐述了鼓轮传动原理、结构以及特点。着重对宝钢原料卸船机鼓轮机构在使用中出现的故障进行了诊断分析,并提出了一些解决问题的具体措施。
鼓轮联轴器广泛应用于以滚筒驱动的设备上,尤其在原料码头高速重载且运转振动频率高的卸船机上应用相当广泛。它对抓斗提升开闭瞬间的加速冲击起到很好的吸振保护作用。 鼓轮联轴器工作原理及结构:鼓轮联轴器的主动轴通过过盈配合与联轴器内圈相连,内圈滚道推挤滚珠,将扭力传给鼓轮联轴器的外圈,外圈通过螺栓与驱动机构(滚筒)相连接,实现动力传递。鼓轮联轴器安装在减速机的输出轴上,通过螺栓与滚筒端盖相连。鼓轮联轴器的结构类似于轴承,但其在负载情况下运转时起着与轴承不同的作用。轴承的滚珠与内外圈做相对滚动,内外圈之间相对转动。而鼓轮联轴器内外圈间的相对转动很小,主要通过内圈滚道对滚珠的推挤,将力传给在每个滚道内均匀分布的滚珠,以滚珠对外圈的摩擦力推动外圈转动。鼓轮联轴器要求滚珠与外圈的下面出现若干大小不等的小坑,此现象及似电化学沉淀腐蚀。电化学沉淀腐蚀成因首先是管理因素:新锅炉投运前未进行煮炉及钝化处理;新铺蒸汽、冷凝回水管道未进行 清洁吹扫;冷凝回水直接进软水箱,不利于沉淀排污;除氧器投运前未进行清洁;所有工艺水管未清洁;分汽缸冷凝排污水直接进入软水箱。根据除氧器工艺技术要求,进水温度不得低于,故在软水箱设有蒸汽预加热装置。由于蒸汽对水产生的涌浪,污物无法沉淀排除,锅炉投运初期,锅炉给水和炉水呈暗红色,含有大量铁锈,虽多次 排污,水质仍无明显改观。由于铁锈的存在,变大了诱发锅炉腐蚀的可能性。为锅炉安 全运行,后采取炉内加硅膜缓蚀药剂的措施,炉水水质达标,同时系统给水水质也逐步变好。其次为设备因素:由于除氧器自身原因,除氧水温始终持续在之间,未达到之工艺要求,除氧效果太差。还有运行因素:锅炉仅白天工作,停炉时,初始铁锈易从水中沉积并吸附在管壁上。给水泵故障报废原因:因电化学沉淀腐蚀,成片的鳞片峰状铁锈凸包不仅使给水主管、支管内径变细,及大地增加了过水阻损,导致,炉给水泵因满足不了正常工作时 需的汽蚀余量,引发故障而整体报废
$%鼓轮联轴器的特点由于其扭力的传递靠的是滚道与相当数量的滚珠的推挤,以使传递的巨大扭力均匀分散到每个滚珠上,因而传递的扭力大。由于滚道和滚珠采用 软 硬的材质,使得二者在推挤传递扭力时,对高速重载运转设备的急停起到很好的缓冲吸振作用。鼓轮联轴器与同类联轴器相比结构较为复杂,需组装的零部件较多,要求的制造和安装精度很高。二、鼓轮联轴器出现问题的分析鼓轮联轴器在宝钢原料码头卸船机上使用时易出现以下几个问题:弹簧挡圈失效;滚道磨损;联轴器滚珠端盖内六角螺栓松动或折断。#%问题根源分析及措施通过类似问题的分析对比,发现以上故障的根源在于制造和安装的精度没有验证。采取措施:制造精度。为减小鼓轮传动机构的磨损,首先要内圈内外圆的同心度及内圈圆度。其次要滚道齿底圆的圆度,以及各滚道中 心在齿底圆上分布的均匀性。内圈的圆度直接影响滚道寿命,滚道中 心的不均匀分布导致滚道和滚珠局部磨损加剧;安装精度。驱动滚筒的长度在’(左右,滚筒两端支承座对中偏差稍大,便会导致长度方向的较大误差。由于滚筒较长,在重载情况下会产生 定的挠度。在复位安装滚筒前,可通过调整垫片来减速机轴的水平度及轴与减速机端面的垂直度;以减速机输出中 心为基准,用红外对中仪打出另 端轴承座的中 心线,然后调整轴承座的中 心使其与红外对中仪确定的中 心重合。故障现象分析及措施滚道磨损。为了使鼓轮机构在负载运行时有很好的抗冲击吸振作用,滚道和滚珠采用了硬度不同的材质,滚道硬度较低。但是鼓轮机构扭力的传递靠的是滚道和滚珠的相互推挤,很容易导致滚道的磨损。制造和安装误差大,使得滚珠在滚道内轴向窜动,导致滚道两边磨损不均匀,滚珠就会向磨损较严重的 侧跑偏,致使该边滚道磨损加剧,短时间内出现滚道磨损超标。弹簧挡圈失效。滚道两侧磨损不均匀导致滚珠在滚道内被挤压而偏移)滚珠与滚道推挤力的轴向分力通过滚珠传递到弹簧挡圈上)使挡圈沿轴向跑出挡圈槽,导致挡圈失效,所以弹性挡圈失效的根本原因在于滚道的磨损。可适当加大弹性挡圈的宽度和厚度,采用刚性较好的材质,并适当加深加宽挡圈槽,使整个挡圈进入槽内,即可避免挡圈跑出。内六角螺栓松动和折断。滚珠的跑偏使端盖受到轴向推挤,滚珠的转动使端盖在受到轴向力的同时又受到切向力,这是导致端盖螺栓松动和折断的主要原因。鼓轮机构的端盖连接螺栓拧紧时须达到相同的扭矩,以每个螺栓受力均匀。在日常维护中应周期性地对螺栓进行检查,发现松动立即处理。三、维护检修在日常检修时,应对鼓轮机构的运行状况做详细记录,随时把握设备运行状态。周期性地对鼓轮的位置尺寸以及磨损情况进行测量。在更换新备件时,要对其加工精度进行确认,做好测绘数据的记录并存档。$%检修后复位安装时,要鼓轮联轴器及滚筒的安装精度。日常维护中,滚珠和滚道的充分润滑;安装时按力矩要求拧紧螺栓,同时定期复检端盖内六角螺栓。

