


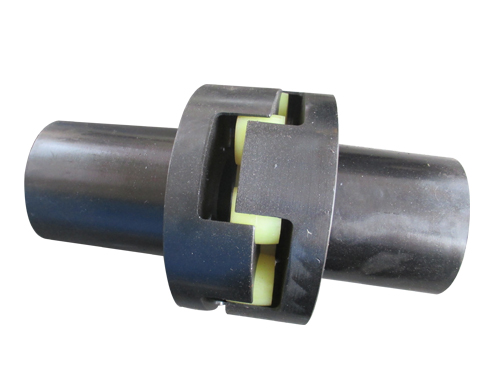
联轴器热装配检查
2019-08-15 21:08:55
联轴器数控车加工,精度按轴孔要求公差,公差配合只做热套装配,在热套装配之前,要对所热套半联轴器进行检查,检查半联轴器的加工质量是否符合要求,小合格件小得进行装配。将中间体从联轴器拆下,检查电机安装板、压缩机安装板的平面度及二板问的平行度,将电机主轴、压缩机主轴、两半联轴器配合表面擦拭干净,将压缩机安装板、电机安装板擦拭干净。对半联轴器与主轴的配合部位(孔)的尺寸进行详细的测量。一般长度的半联轴器测量两端和中问的孔径尺寸,长尺寸的可以多取几个。同时,相应地测量主轴配合部位的尺寸。测量的数据要正确,每一部位可测量2-3次,取其算术平均值。为使电机主轴和压缩机主轴轴对中,需对电机、压缩机安装位置进行调整。以电机调整为例,利用上下向调整螺钉或调整垫片调整电机上下位置,利用左右向调整螺钉调整电机左右位置,利用前后向调整螺钉调整电机前后位置,电机位置调整到位后,将紧固螺栓锁紧,同时将各调整螺钉锁紧。。

