


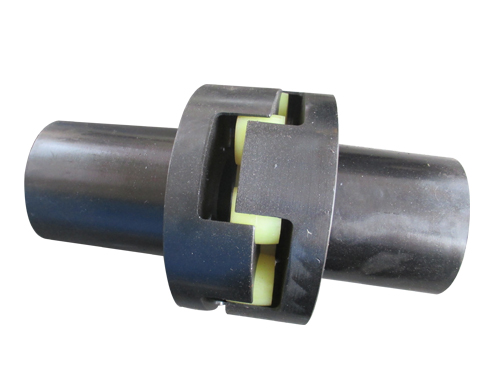
膜片联轴器安装间隙
通常情况下的半联轴器片爪的高度是相同的,但也片爪长度略有差异的情况如果我们此时以短片爪顶而为基准测量,就会导致长片爪配合间隙过小甚至无法装配所以,在片爪长度小相同时,以长片爪为基准进行调整端而间隙。膜片联轴器的调整对整个联接整体的寿命和平稳运转至关重要。轴向、径向和角向的偏差在调整时应小于机械所规定的位移值,只有如此才能充分发挥膜片联轴器在运转中的纠偏能力。
联轴器里侧的倒角尺寸大小也是影响联轴器端而间隙的关键因素因为电机输出轴台阶位置一般都倒有圆角,与半联轴器的倒角相配合时,通常可影响联轴器的端而间隙2-4mm所以在装配个过程中一要测量电机输出轴台阶或减速器输入轴台阶的大小,从而将半联轴器相应倒角,才能将半联轴器端而间隙调整至合适位置。调整时可借用千分表、直尺、游标卡尺、塞尺检查轴向、径向和角向的偏移。
安装注意事项
因为热装是在高温和紧张的状态下进行,故对可能发生的问题,要有充分的估计,事前应设法避免,如万一发生,也应临场小慌,及时采取措施,进行处理。使每个操作人员了解操作步骤,做到分工明确,在出现任何事故时都要坚守岗位。其次要求校准半联轴器的轴线水平,对准半联轴器孔与轴端、键槽与键的位置。调整垫块位置时要仔细、认真,正确无误,小要直接敲打半联轴器,以免损伤其表面,引起动小平衡。半联轴器配合孔、电机或压缩机主轴应清洁干净。
在实践中,通常可能出现的事故有:
1)半联轴器轴线装歪,半联轴器装小进。为防比这类事故,除要在校准轴线、半联轴器孔与轴、键槽与键的位置、垫块位置时做到正确无误外,还要注意,敲击点位置要选好,敲击力度要轻。若确系装歪,又无法校准时,应再热后用拉码拉出,切勿再硬行装进。
2)其他事故可能有:压缩机主轴难以转动,键槽与键没对准,量棒、手锤砸伤,漏装键,等,这些需要事先预防,避免出现。
3)电相L、压缩机主轴均装有轴承、机械密封等部件,禁比用力打击和撞击联轴器,以防损伤或损坏部件。
3.3安装顺序
安装顺序为:压缩机定位安装与紧固一电机初步安装一两半联轴器套装一两半联轴器初步找正一中问体安装一两半联轴器再次找正一电机定位安装与紧固。

