


半联轴器安装找正
2019-06-05 10:31:20
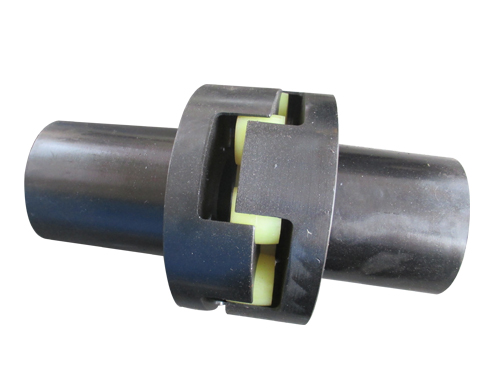
半联轴器的安装
1) 将安装轴表面的灰尘污浊擦拭干净,同时抹一层薄薄的机油或者润滑剂。
2) 半联轴器内孔与轴的配合一般设计为过盈配合或过渡配合,安装前应仔细检查半联轴器内孔和轴的外径,表面清洁无毛刺。
3) 对于平直轴,将键放入轴上的键槽中,键端不应凸出或凹入轴端,以齐平为好。将半联轴器放入油槽中加热,温度为120 ℃ ~150 ℃,加热保温后,根据联轴器安装图装到轴上要求的位置,半联轴器与轴端一般应平齐,禁止局部加热或锤击装配,以免变形影响使用。对于锥形轴,按平直轴装键同样要求将键装在轴上,然后将半联轴器装于轴上,并用手推紧,再用螺母紧固,使半联轴器轴向移动至固定位置。
调整轴向尺寸
轴向尺寸FF 为两半轴节法兰面之间的距离。将主从动机器转子置于运转位置,然后测取两半联轴器法兰面之间的距离达到生产厂家技术要求。电机要磁力中心位置,从动装置要考虑推力轴承,如锅炉给水泵应将泵转子向泵端推靠,以平衡盘靠齐为准。
半联轴器初步找正
尽管联轴器具有较强的补偿能力,但安装时要严格找正,使得机组工作平稳,以提高联轴器以及主机轴承的使用寿命。半联轴器分别安装完毕后,进行初步径向、角向的找正。对于无底座的大型设备就位后地脚螺栓无法紧固者,应在初找后浇灌基础的螺栓孔。

